 فارسی
فارسی  English
English پس از اتمام موفقیتآمیز این درس، شما قادر خواهید بود که:
- رایجترین اجزای نگهدار کار CNC را تشخیص داده و توضیح دهید.
- قطعات و لوازم گیره CNC را تشخیص دهید.
- تفاوت بین فکهای سخت گیره، فکهای گام و فکهای نرم را توضیح دهید.
1.1- کلیات
راههای بسیاری برای نگهداری یک قطعه حین ماشینکاری وجود دارد. موارد نشان داده شده در این فصل، عموما برای ماشینکاری نمونه اولیه و تولید کوتاه مدت استفاده میشوند و برای انواع قطعاتی که احتمالا قصد درست کردن آنها را دارید، به خوبی جواب میدهند.
نگهداری کار برای نمونه اولیه، معمولا با نگهداری برای ماشینکاری متفاوت است. تعداد بالای قطعات، هزینه تولید مجموعههای تولید انبوه را کاهش میدهند. در حالی که سرمایهگذاری روی نگهدارندههای پیچیده در تولید صدها قطعه برای ذخیره چند ثانیه، توجیه اقتصادی دارد، این کار برای تولید تعداد کم، مناسب نیست.
جهت خرید قطعات سی ان سی و اطلاع از قیمت های لوازم cnc اینجا کلیک کنید.
هدف نمونههای اولیه، انجام کار با حداقل سرمایهگذاری زمانی و مالی است. این کار یعنی استفاده از اجزای آماده و روشهایی که به زمان و تلاش زیادی نیاز ندارند.
معمولا بیش از یک روش مناسب برای نگهداری قطعه کاری وجود دارد. کاتالوگ تامین ابزار را نگاه کنید تا با انواع گیرهها، پیچها و دیگر وسایل نگهداری موجود آشنا شوید. روشی که انتخاب میکنید، به فاکتورهای زیادی از جمله ترجیح فردی، هزینه و اجزای نگهداری موجود بستگی دارد.
در نهایت آنچه که مهم است، ایمنی و صحت روش و مقرون به صرفه بودن آن است. تعبیه نگهدارها، ممکن است چالش برانگیز باشد. برای این کار، باید خلاق بود و تمام مراحل ماشینکاری قطعه را از نظر گذراند. اگر قصد ماشینکاری قطعات زیادی را دارید، باید ایدههای فراگرفته در اینجا و منابع دیگر را ترکیب کرده و تطبیق دهید.
1.2- اجزای نگهدار
اجزای نگهدار بسیاری برای ماشینهای فرزکاری وجود دارد. این بخش، رایجترین آنها را نشان میدهد. در صورت امکان، یک کاتالوگ اجزای نگهدار تهیه کنید یا وبسایتهای carrlane.com، jergensinc.com، chickworkholding.com، mscdirest.com و غیره را نگاه کنید.
زیرصفحهها و صفحات زاویهای
زیرصفحه، یک صفحه کف آلومینیومی است که به بالای میز ماشین پیچ شده و دارای سوراخهای رزوهدار و بوشینگ با فاصلههای معین است.
زیرصفحهها به واسطه ایجاد امکان قرارگیری دقیق گیرهها و اجزای دیگر در فضای کاری، از میز ماشین و مجموعه سرعتها محافظت میکنند.
پس از نصب، زیرصفحه به طور کلی روی میز ثابت باقی میماند. نگهدارها و گیرهها، روی آن نصب میشوند.
صفحه زاویهای، یک صفحه کف فولادی دقت است که اجازه میدهد قطعه، منطبق با زاویه آن مستقر شود. صفحات زاویهای، میتوانند در جهتی موازی با محور X یا Y قرار داشته باشند.
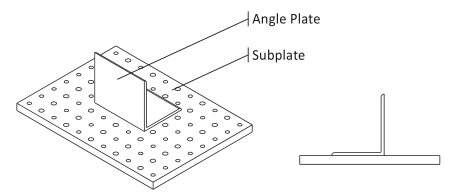
شکل 1- صفحه زاویهای و زیرصفحه
گیرهها
در اصل، صدها نوع، فرم و اندازه گیره وجود دارد. گیرهها گرانقیمت، قابل استفاده مجدد و تطبیقپذیر هستند. در جعبه ابزار شما، باید انواع و اندازههای بسیاری از گیرهها و لوزام جانبی وجود داشته باشد.
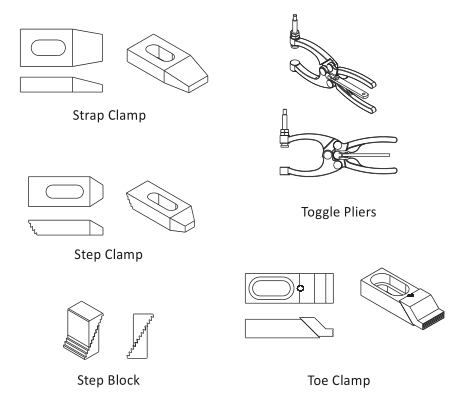
شکل 2- گیرهها و لوازم جانبی
گیرههای رکابی (Strap Clamps) فشار رو به پایین به قطعه اعمال میکنند و معمولا به وسیله پیچهای خاصی که در هر جایی از اسلاتهای T قرار میگیرند، روی میز محکم میشوند. یک انتهای گیره، روی قطعه و انتهای دیگر، روی بلوک گامدار قرار میگیرد.
برای پیشگیری از خوردگی قطعه آلومینیومی، یک لایه آلومینیومی بین گیره و قطعه قرار دهید.
جهت خرید قطعات سی ان سی و اطلاع از قیمت های لوازم cnc اینجا کلیک کنید.
بلوکهای گامدار (Step Blocks) دارای شیارهایی هستند که امکان قرارگیری در ارتفاعهای مختلفی را برای آنها فراهم میکند. بلوکهای گامدار، برای پشتیبانی از یک انتهای گیره رکابی استفاده میشوند.
گیرههای گامدار (Step Clamps) مشابه گیرههای رکابی هستند، اما دارای شیارهایی هستند که با یک بلوک گامدار قفل میشود.
گیرههای پنجهای (Toe Clamps) به میز ماشین پیچ میشوند. دماغه گیره، شامل شیارهایی برای گرفتن قطعه است که با چرخاندن یک پیچ و اعمال نیرو به گیره به سمت قطعه و پایین، باز میشوند.
انبرهای اهرمی (Toggle Pliers) مشابه انبرهای گیرهای نگهداری قطعه هستند.
پیچهای شانه دار و پینهای ساده
پینهای ساده (Dowel)، برای موقعیتدهی دقیق قطعه استفاده میشوند. این پینها شامل یک پخ کوچک هستند تا نصب به راحتی صورت پذیرد. پیچهای شانهدار، قطعه را موقعیتدهی کرده و آن را نگه میدارند. شانه کف پیچ، به شکاف درون نگهدارنده میلغزد.
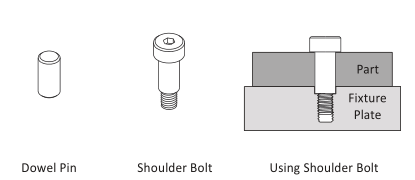
شکل 3- پین ساده و پیچ شانه دار
گیره و لوازم جانبی
گیره CNC، یک ابزار مهندسیشده و ساختهشده با اجزای کف مسطح و عمود در بازه 0.0002 اینچ است. رایجترین گیره، گیره شش اینچ نامیده میشود. زیرا عرض فکهای آن، شش اینچ است.
زمانی که گیره، به میز پیچ و تنظیم شد، قطعات روی آن بارگذاری شده و به وسیله بستن فکها، نگه داشته میشوند. گیره میتواند نیروی زیای اعمال کند. پس باید دقت داشت که بیش از اندازه سفت نشده و قطعات شکستنی را تغییر شکل ندهد. فشار گیره باید متناسب با قطعه و نیروهای برشی مدنظر باشد.
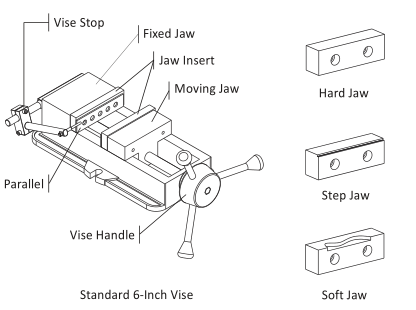
شکل 4- گیره و لوزام جانبی
فک ثابت، بدون حرکت باقی میماند. فک متحرک، زمانی که دسته گیره چرخانده شود باز میشود. برداشتن دسته گیره پس از بستن فکها و پیش از آغاز برنامه، کار خوبی است. این کار را میتوان به سادگی و با لغزاندن دسته به بیرون انجام داد.
توقف گیره، وسیلهای است که امکان بازگذاری دقیق قطعات روی گیره را فراهم میکند. این تصویر، یک توقف گیره کاربردی را نشان میدهد؛ زیرا در سمتهای راست-چپ و بالا-پایین قابل تنظیم است.
فکهای سخت، از فولاد سخت ساخته شدهاند و دارای کف دقت در هر رویه هستند. این فکها معمولا همراه با موازیها استفاده میشوند.
موازیها، صفحات فولادی نازکی هستند که در عرضهای متنوعی وجود داشته و برای تنظیم طول نگهدار فکهای گیره استفاده میشوند.
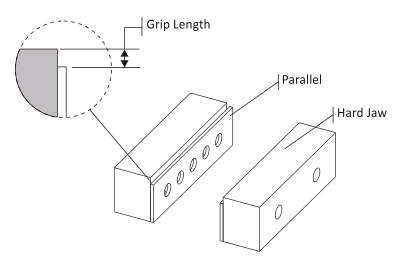
شکل 5- فکهای سخت
فکهای گامدار مشابه فکهای سخت هستند اما شامل یک ریخت گامدار میباشند که نیاز به موازیها را از میان میبرد.
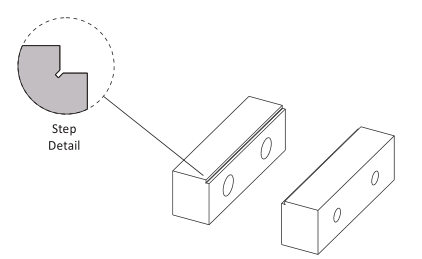
شکل 6- فکهای گامدار
فکهای نرم، اجزای آلومینیومی هستند که برای نگهداری قطعاتی که امکان نگهداری آنها با فکهای سخت وجود ندارد استفاده میشوند. برشی مشابه فرم قطعه، روی فک نرم ماشینکاری میشود تا بتواند فرمهای غیرمعمول را نگه دارد.
جهت خرید قطعات سی ان سی و اطلاع از قیمت های لوازم cnc اینجا کلیک کنید.
هنگام ماشینکاری یک برش، میلهای بین فکها قرار دهید تا فاصله صحیح را تنظیم کنید. از یک آچار گشتاور یا یک علامت استفاده کنید تا هنگام نصب قطعه جدید، با همان فشار قبلی بسته شود. فاصلهانداز را پیش از قرار دادن قطعه در گیره بردارید.
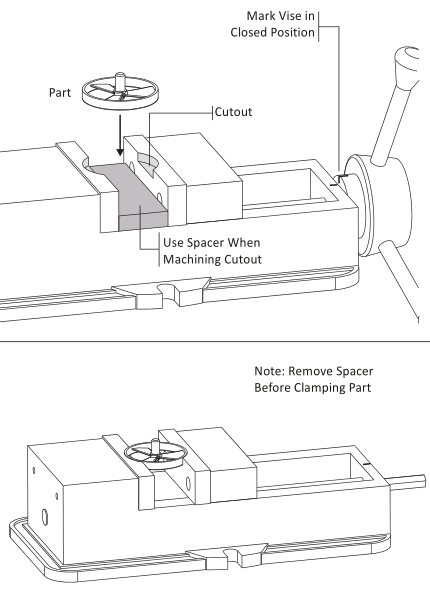
شکل 7- ماشینکاری فکهای نرم